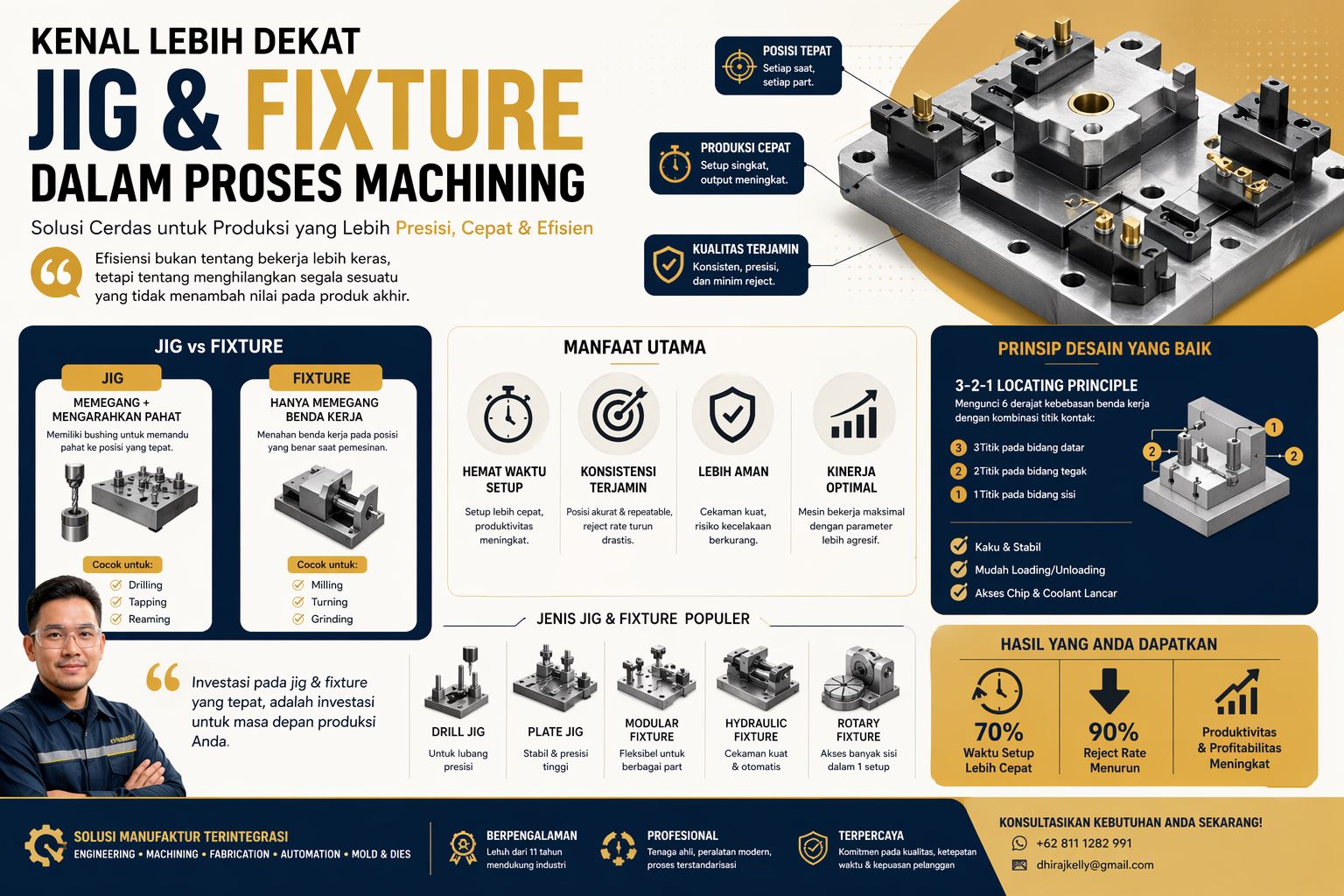
“Efisiensi bukan tentang bekerja lebih keras, tetapi tentang menghilangkan segala sesuatu yang tidak menambah nilai pada produk akhir.”
Produksi Anda tersendat lagi.
Kami sering melihat pemandangan ini di lantai pabrik: operator sibuk mengukur ulang posisi benda kerja, menjepit baut satu per satu, lalu memeriksa apakah komponen sudah align dengan pahat. Waktu habis. Produktivitas turun. Dan yang paling menyakitkan — muncul komponen reject hanya karena posisi benda kerja bergeser beberapa persepuluh milimeter.
Masalah ini sebenarnya sudah punya solusi klasik sejak era revolusi industri.
Namun anehnya, masih banyak bengkel machining dan pabrik di Indonesia yang belum memanfaatkannya secara maksimal. Padahal solusinya sederhana: jig dan fixture.
Sebuah laporan dari pameran manufaktur global Fabtech 2025 menunjukkan bahwa otomasi dan standardisasi proses — termasuk penggunaan perlengkapan kerja presisi — menjadi tren utama yang tidak bisa dihindari. Sementara itu, konsep Design for Manufacturability yang diulas dalam jurnal ilmiah terkemuka menegaskan bahwa keberhasilan produksi massal yang efisien sangat bergantung pada bagaimana komponen dirancang untuk diproduksi — dan itu dimulai dari sistem pencekaman yang tepat.
Mengapa kami mengangkat tema jig fixture proses machining sekarang? Karena kami melihat langsung bagaimana klien-klien kami di Karawang dan sekitarnya mampu memangkas waktu setup hingga 70% dan menurunkan reject rate drastis hanya dengan merancang jig dan fixture yang sesuai. Kami ingin Anda juga merasakan manfaat yang sama. Bukan teori rumit — tapi panduan praktis dari pengalaman nyata di lapangan.

1. Memahami Jig dan Fixture: Dua Pahlawan Senyap di Lantai Produksi
Sebelum melangkah lebih jauh, mari kita luruskan dulu pemahaman dasarnya. Banyak orang menggunakan istilah “jig” dan “fixture” secara bergantian. Padahal keduanya berbeda, meskipun sama-sama berfungsi untuk membantu proses pemesinan.
1.1 Apa Itu Jig?
Jig adalah perangkat kerja yang memegang benda kerja sekaligus mengarahkan pahat ke lokasi yang tepat.
Ciri khas jig: ia memiliki bushing atau lubang panduan yang menentukan posisi mata bor atau pahat lainnya. Contoh paling sederhana adalah drill jig — Anda tinggal memasukkan mata bor ke lubang bushing, dan lubang yang dihasilkan pasti tepat di posisi yang diinginkan, tanpa perlu mengukur ulang.
Keunggulan jig:
- Mengeliminasi kebutuhan marking dan pengukuran berulang
- Sangat efektif untuk operasi drilling, reaming, dan tapping
- Cocok untuk produksi komponen dengan banyak lubang dalam posisi presisi
1.2 Apa Itu Fixture?
Fixture adalah perangkat kerja yang hanya memegang dan menahan benda kerja pada posisi yang benar — tetapi tidak mengarahkan pahat.
Posisi dan gerakan pahat sepenuhnya ditentukan oleh mesin (misalnya CNC atau mesin konvensional). Fixture bertugas memastikan benda kerja tidak bergerak selama proses pemesinan berlangsung.
Keunggulan fixture:
- Memberikan fleksibilitas untuk berbagai operasi (milling, turning, grinding)
- Menjamin repeatability posisi dari satu part ke part berikutnya
- Mengurangi waktu setup secara drastis
1.3 Perbedaan Inti dalam Satu Tabel
| Aspek | Jig | Fixture |
|---|---|---|
| Fungsi utama | Memegang + mengarahkan pahat | Memegang dan menahan saja |
| Elemen panduan | Memiliki bushing untuk pahat | Tidak memiliki |
| Operasi tipikal | Drilling, tapping, reaming | Milling, turning, grinding |
| Kompleksitas desain | Sedang – Tinggi | Rendah – Sedang |
| Biaya pembuatan | Cenderung lebih mahal | Lebih ekonomis |
Memahami perbedaan ini penting karena strategi jig fixture proses machining yang tepat akan menentukan seberapa efisien lini produksi Anda berjalan.
2. Mengapa Jig dan Fixture Begitu Krusial bagi Efisiensi Produksi?
Kami sering bertemu klien yang mengeluh tentang ketidakkonsistenan produk mereka. Part ke-1 bagus. Part ke-10 mulai sedikit bergeser. Part ke-20 sudah di luar toleransi. Padahal material sama, mesin sama, operator juga sama.
Apa yang salah?
Jawabannya hampir selalu: sistem pencekaman yang tidak memadai.
2.1 Mengurangi Waktu Setup yang Memakan Biaya
Dalam produksi skala kecil-menengah, waktu setup bisa mencapai 30–50% dari total waktu pengerjaan. Setiap kali operator harus mengukur ulang posisi benda kerja, menjepit manual, lalu memverifikasi alignment — itu adalah non-value-added time yang tidak menghasilkan uang.
Dengan fixture yang dirancang dengan baik, waktu setup bisa dipangkas dari 30 menit menjadi 3 menit. Hitung sendiri berapa banyak kapasitas produksi yang Anda peroleh tambahan dalam setahun.
2.2 Menjamin Konsistensi dan Repeatability
Manusia adalah sumber variabilitas terbesar di pabrik. Dua operator berbeda bisa menjepit benda kerja dengan kekuatan berbeda. Operator yang sama di pagi hari vs sore hari juga bisa berbeda.
Fixture menghilangkan variabilitas ini. Benda kerja selalu berada di posisi yang sama, dengan gaya jepit yang konsisten, setiap saat. Hasilnya: toleransi machining komponen presisi dapat dijaga dengan lebih mudah, dan reject rate turun signifikan.
2.3 Meningkatkan Keselamatan Operator
Ketika benda kerja dicekam dengan aman dan kokoh, operator tidak perlu “menahan” posisi benda kerja dengan tangan saat mesin beroperasi. Risiko kecelakaan kerja — seperti tangan terseret pahat atau benda kerja terlempar — berkurang drastis.
Ini bukan hanya soal kepatuhan K3, tetapi juga soal kemanusiaan. Tidak ada produksi yang cukup berharga untuk mengorbankan keselamatan pekerja.
2.4 Memungkinkan Penggunaan Mesin Secara Optimal
Dengan fixture yang presisi, Anda dapat menggunakan parameter pemotongan yang lebih agresif (kecepatan spindle lebih tinggi, feed rate lebih besar) karena benda kerja tertahan dengan kokoh. Mesin bekerja mendekati kapasitas optimalnya, bukan di bawah potensi karena takut benda kerja bergeser.
3. Jenis-jenis Jig dan Fixture Berdasarkan Aplikasi
Setiap operasi machining memiliki kebutuhan pencekaman yang berbeda. Berikut adalah klasifikasi umum yang perlu Anda ketahui sebelum merancang atau memesan jig/fixture.
3.1 Jig Berdasarkan Cara Penggunaannya
Template Jig — Bentuknya sederhana, hanya berupa plat dengan lubang-lubang panduan. Ditempelkan langsung ke permukaan benda kerja. Cocok untuk drilling lubang sederhana di bengkel kecil.
Plate Jig — Lebih kompleks dari template jig. Memiliki elemen untuk memposisikan dan menjepit benda kerja, plus plat atas dengan bushing. Benda kerja benar-benar terkunci di tempatnya.
Leaf Jig — Memiliki bagian yang bisa dibuka seperti daun (leaf) untuk memudahkan pemasangan dan pelepasan benda kerja. Sangat populer untuk produksi menengah karena cepat dan mudah digunakan.
Indexing Jig — Memungkinkan pemesinan lubang pada posisi melingkar atau sudut tertentu. Benda kerja dapat diputar ke posisi berikutnya tanpa melepas dari jig. Ideal untuk komponen dengan pola lubang simetris.
3.2 Fixture Berdasarkan Jenis Mesin
Vise Fixture — Menggunakan ragum sebagai basis, dengan rahang khusus yang dirancang sesuai bentuk benda kerja. Paling umum digunakan di mesin milling konvensional maupun CNC.
Modular Fixture — Tersusun dari komponen-komponen standar yang dapat dirakit ulang untuk berbagai bentuk benda kerja. Investasi awal lebih mahal, tapi sangat fleksibel untuk produk yang sering berganti.
Hydraulic / Pneumatic Fixture — Menggunakan silinder hidrolik atau pneumatik untuk menjepit benda kerja secara otomatis. Biasanya terintegrasi dengan otomasi industri terintegrasi untuk lini produksi volume tinggi.
Rotary Fixture — Memungkinkan benda kerja diputar selama proses pemesinan, sehingga beberapa sisi dapat dikerjakan dalam satu kali setup. Menghemat waktu dan meningkatkan akurasi karena tidak ada repositioning.
Dalam implementasi CNC machining presisi modern, rotary fixture yang terintegrasi dengan meja putar (4th axis atau 5th axis) menjadi standar untuk komponen-komponen kompleks seperti housing, blok silinder, atau komponen aerospace.
4. Prinsip Desain Jig dan Fixture yang Baik
Membeli jig dan fixture jadi tidak semudah “beli yang sudah jadi”. Karena setiap benda kerja unik, maka perlengkapan kerjanya pun harus dirancang khusus. Berikut prinsip-prinsip yang kami pegang dalam setiap desain.
4.1 Prinsip 3-2-1 Locating
Ini adalah fondasi teoritis dari semua sistem pencekaman. Prinsipnya: benda kerja di ruang 3D memiliki 6 derajat kebebasan (3 translasi + 3 rotasi). Untuk mengunci posisinya secara sempurna, Anda membutuhkan:
- 3 titik kontak pada bidang datar (mengunci rotasi sumbu X dan Y, plus translasi Z)
- 2 titik kontak pada bidang tegak (mengunci rotasi sumbu Z dan translasi Y)
- 1 titik kontak pada bidang sisi (mengunci translasi X)
Terlihat rumit? Intinya sederhana: benda kerja tidak boleh bisa bergerak ke arah manapun setelah dijepit.
4.2 Kekakuan dan Stabilitas
Fixture yang fleksibel adalah fixture yang gagal. Material yang digunakan (biasanya baja atau aluminium) harus cukup kaku untuk menahan gaya potong tanpa berdeformasi. Jika fixture-nya sendiri bengkok atau melentur, bagaimana mungkin komponen yang dihasilkan presisi?
Kami selalu merekomendasikan faktor keamanan minimal 3x dari gaya potong maksimum yang diperkirakan.
4.3 Kemudahan Loading dan Unloading
Jig atau fixture yang amat presisi tapi membutuhkan waktu 10 menit untuk memasang satu benda kerja tidak akan efisien untuk produksi volume tinggi. Desain yang baik memungkinkan operator memasang dan melepas benda kerja dalam hitungan detik — seringkali dengan satu gerakan tuas atau satu putaran baut.
4.4 Akses untuk Chip Clearance
Ini sering dilupakan. Selama proses machining, serpihan logam (chip) akan terbang ke segala arah. Jika desain fixture tidak memungkinkan chip keluar dengan mudah, serpihan bisa menumpuk dan mengganggu posisi benda kerja pada pemasangan berikutnya.
Desain yang baik memiliki alur, lubang, atau kemiringan yang membantu chip jatuh atau tersapu coolant.
5. Material yang Umum Digunakan untuk Membuat Jig dan Fixture
Pemilihan material untuk jig dan fixture sama pentingnya dengan desain geometrinya. Material yang salah akan cepat aus, berubah bentuk, atau justru merusak benda kerja.
5.1 Baja Karbon Rendah (misal S45C)
- Kelebihan: Murah, mudah dimesin, dapat dihardening
- Kekurangan: Berat, rawan korosi jika tidak dilapisi
- Aplikasi: Fixture untuk produksi volume rendah-menengah, komponen yang tidak perlu presisi ekstrem
5.2 Baja Tool Steel (misal SKD11, AISI D2)
- Kelebihan: Keras, tahan aus, umur pakai panjang
- Kekurangan: Mahal, sulit dimesin (butuh grinding setelah heat treatment)
- Aplikasi: Jig dan fixture untuk produksi volume tinggi, bushing, elemen yang kontak langsung dengan benda kerja
5.3 Aluminium 7075 / 6061
- Kelebihan: Ringan, mudah dimesin, tidak korosi
- Kekurangan: Kekakuan lebih rendah dari baja, aus lebih cepat
- Aplikasi: Fixture untuk benda kerja kecil, fixture yang sering dipindah-pindah, prototyping
5.4 Besi Cor (Cast Iron)
- Kelebihan: Stabilitas dimensi sangat baik, redaman getaran tinggi
- Kekurangan: Berat, getas, proses pembuatan lama
- Aplikasi: Base plate fixture besar, meja kerja presisi
5.5 Material Polimer Engineering (POM, Nylon, PEEK)
- Kelebihan: Tidak merusak permukaan benda kerja, ringan
- Kekurangan: Kekakuan rendah, tidak tahan suhu tinggi
- Aplikasi: Fixture untuk benda kerja dengan permukaan akhir (finished surface) yang tidak boleh tergores
Dalam praktik rekayasa fabrikasi industri kami, kombinasi material sering digunakan — misalnya base plate dari besi cor untuk stabilitas, dilengkapi dengan jaw dari aluminium atau material polimer untuk area kontak dengan benda kerja.
6. Peran Jig dan Fixture dalam Dunia Manufaktur Modern
Era industri 4.0 tidak menghilangkan kebutuhan akan jig dan fixture. Justru sebaliknya — tuntutan presisi dan konsistensi yang lebih tinggi membuat perlengkapan kerja ini semakin krusial.
6.1 Integrasi dengan Mesin CNC
Mesin CNC modern mampu bergerak dengan akurasi 0.001 mm. Namun kemampuan ini sia-sia jika benda kerja tidak berada di posisi yang benar. Fixture yang presisi adalah “jembatan” antara kemampuan mesin dan realitas benda kerja.
Dengan fixture yang baik, Anda bisa menggunakan fitur-fitur canggih CNC seperti tool offset measurement, work coordinate system, dan automatic tool changer secara maksimal — karena posisi setiap benda kerja sudah diketahui secara pasti.
6.2 Zero-Point Workholding Systems
Ini adalah inovasi terbaru dalam dunia workholding. Sistem zero-point menggunakan mekanisme pengunci yang sangat presisi (biasanya bola dan taper) untuk memposisikan fixture atau benda kerja di titik referensi yang sama setiap saat. Pergantian fixture dari satu jenis ke jenis lain bisa dilakukan dalam hitungan detik dengan akurasi pengulangan ±0.005 mm.
6.3 Quick-Change dan Modular Fixture
Untuk bengkel yang mengerjakan banyak jenis komponen dalam jumlah kecil (high-mix low-volume), modular fixture adalah jawabannya. Komponen standar seperti base plate, riser block, locating pin, dan clamp dapat dirakit ulang untuk berbagai geometri benda kerja. Investasi di awal lebih mahal, tapi fleksibilitasnya tidak tertandingi.
7. Kesalahan Umum dalam Penggunaan Jig dan Fixture (dan Cara Menghindarinya)
Pengalaman kami menangani puluhan proyek machining mengungkap beberapa kesalahan yang berulang kali terjadi.
7.1 Over-Constraint (Pengekangan Berlebihan)
Prinsip 3-2-1 locating adalah panduan, bukan dogma. Terkadang desainer menambahkan titik kontak ekstra “untuk amannya”. Akibatnya, benda kerja justru menjadi over-constrained — ia tidak bisa duduk sempurna di semua titik kontak sekaligus, sehingga posisinya tidak stabil.
Solusi: Gunakan locating pin yang fleksibel (spring-loaded) jika Anda benar-benar butuh lebih dari 6 titik kontak. Atau, evaluasi ulang apakah titik kontak tambahan tersebut benar-benar diperlukan.
7.2 Clamping Force Berlebihan atau Tidak Merata
Kekuatan jepit yang terlalu besar dapat mendeformasi benda kerja — terutama jika benda kerja berdinding tipis atau terbuat dari material lunak. Sebaliknya, kekuatan jepit yang tidak merata dapat menyebabkan benda kerja miring atau terangkat saat dijepit.
Solusi: Hitung gaya potong maksimum, lalu desain clamping force 2–3x lipat dari gaya potong — tidak lebih. Gunakan multiple clamp untuk benda kerja panjang atau fleksibel.
7.3 Tidak Memperhatikan Urutan Pencekaman
Urutan mengencangkan baut atau tuas clamp mempengaruhi posisi akhir benda kerja. Jika Anda mengencangkan clamp A sepenuhnya baru kemudian clamp B, benda kerja bisa tertarik ke satu sisi.
Solusi: Untuk fixture multi-clamp, kencangkan semua clamp secara bertahap dan bergantian — seperti cara memasang ban mobil (tidak langsung dikencangkan satu per satu).
7.4 Mengabaikan Efek Termal
Proses machining menghasilkan panas. Panas ini dapat merambat ke fixture dan mengubah dimensinya. Untuk pekerjaan dengan toleransi sangat ketat (di bawah ±0.01 mm), fixture harus didesain dengan celah yang memperhitungkan ekspansi termal.
Solusi: Gunakan material dengan koefisien ekspansi termal rendah (seperti besi cor atau invar). Pastikan ada jalur untuk coolant mendinginkan fixture.
8. Studi Kasus: Sebelum dan Sesudah Menggunakan Fixture yang Tepat
Kami pernah menangani klien di industri komponen otomotif. Mereka memproduksi housing aluminium dengan 12 lubang di berbagai sisi. Proses awal mereka:
- Setup di mesin pertama untuk sisi A (30 menit)
- Lepas, pindah ke mesin kedua untuk sisi B (30 menit lagi)
- Operator harus mengukur ulang posisi nol di setiap pergantian part
- Reject rate mencapai 12% karena ketidakpresisian repositioning
Kami mendesain rotary fixture yang mampu menahan housing pada posisi yang benar untuk semua sisi sekaligus. Hasilnya:
- Setup time turun dari 60 menit menjadi 8 menit
- Semua sisi dikerjakan dalam satu kali setup di mesin 4-axis
- Reject rate turun menjadi 1.5%
- Payback period investasi fixture: kurang dari 3 bulan
Klien tersebut kini menjadi salah satu referensi kami dalam proyek pembuatan mold dies dan fixture untuk pelanggan lain di industri serupa.
9. Panduan Memilih Partner untuk Desain dan Fabrikasi Jig & Fixture
Tidak semua bengkel machining mampu mendesain dan membuat jig atau fixture yang baik. Berikut kriteria yang kami rekomendasikan untuk Anda gunakan saat mencari partner.
9.1 Kemampuan Desain (Engineering)
- Apakah mereka memiliki drafter atau engineer yang memahami prinsip Design for Manufacturability?
- Apakah mereka menggunakan software CAD 3D (SolidWorks, Inventor, dll) untuk memvisualisasikan interaksi antara fixture dan benda kerja?
- Apakah mereka bisa melakukan simulasi sederhana untuk memverifikasi kekakuan desain?
9.2 Kemampuan Manufaktur Internal
- Apakah mereka memiliki mesin CNC yang cukup presisi untuk membuat fixture dengan toleransi yang Anda butuhkan?
- Apakah mereka memiliki fasilitas heat treatment dan grinding untuk komponen yang membutuhkan ketahanan aus tinggi?
9.3 Pengalaman di Industri yang Relevan
Setiap industri memiliki karakteristik berbeda. Fixture untuk komponen aerospace berbeda dengan fixture untuk solusi industri makanan. Yang terakhir membutuhkan material food-grade, permukaan yang mudah dibersihkan, dan tidak ada celah yang menjadi sarang bakteri.
9.4 Komunikasi dan Konsultasi
Partner yang baik tidak hanya menerima gambar dan membuatnya. Mereka akan bertanya: “Apakah di sini benar-benar butuh toleransi sekencang ini?” atau “Bagaimana dengan arah pembebanan gaya potong — apakah fixture ini cukup kaku?”
Jika vendor Anda tidak pernah bertanya seperti itu, hati-hati.
10. Perawatan Jig dan Fixture agar Awet dan Presisi
Jig dan fixture adalah investasi. Seperti investasi lainnya, ia perlu dirawat agar memberikan return yang optimal.
10.1 Inspeksi Berkala
- Setiap hari: Periksa apakah ada chip atau kotoran yang menempel di locating surface. Bersihkan dengan udara bertekanan atau sikat.
- Setiap minggu: Periksa keausan pada bushing jig. Bushing yang aus akan menghasilkan lubang yang tidak presisi.
- Setiap bulan: Periksa semua baut dan mekanisme clamping — apakah masih kencang dan berfungsi dengan baik.
- Setiap tahun: Kalibrasi ulang fixture dengan mengukur posisi locating features menggunakan CMM. Apakah masih dalam toleransi desain?
10.2 Penyimpanan yang Tepat
Fixture yang tidak digunakan sebaiknya disimpan di rak yang bersih dan kering. Jangan ditumpuk sembarangan karena bisa bengkok atau tergores. Beri label yang jelas untuk memudahkan identifikasi.
10.3 Rekondisi vs Buat Baru
Ketika fixture sudah aus, tanyakan: apakah biaya rekondisi (misalnya mengganti bushing, surface grinding ulang) lebih murah daripada membuat baru? Umumnya rekondisi 40–60% dari harga baru, tetapi tidak selalu memungkinkan jika kerusakannya sudah parah.
Membangun Fondasi Produksi yang Konsisten
Pada akhirnya, jig dan fixture bukanlah sekadar alat bantu.
Mereka adalah fondasi dari produksi yang konsisten, terukur, dan efisien.
Tanpa sistem pencekaman yang baik, mesin CNC tercanggih sekalipun hanya akan menghasilkan komponen yang tidak stabil. Tanpa jig yang presisi, operator terampil sekalipun akan membuang waktu untuk mengukur dan mengatur ulang posisi.
Kami di PT Satya Abadi Raya memahami filosofi ini secara mendalam. Setiap hari, kami merancang dan membuat jig, fixture, mold, dies, dan perlengkapan produksi lainnya untuk berbagai industri — dari otomotif, FMCG, hingga makanan dan minuman.
Kami terdaftar di Direktorat Jenderal Administrasi Hukum Umum Kementerian Hukum Republik Indonesia melalui AHU. Di Karawang secara khusus, atau di mana pun Anda berada di Jawa Barat — tim kami akan dengan senang hati mengunjungi dan berdiskusi tentang kebutuhan jig, fixture, atau solusi manufaktur Anda lainnya.
“Give me six hours to chop down a tree and I will spend the first four sharpening the axe.”
— Abraham Lincoln, Presiden ke-16 Amerika Serikat (sumber Wikipedia)
Demikianlah artikel kami tentang jig fixture proses machining.
Mengakhiri tulisan ini, kami ingin meninggalkan satu pesan sederhana:
Jangan pernah meremehkan waktu yang dihabiskan untuk mempersiapkan sistem pencekaman Anda. Setiap menit yang Anda investasikan di awal untuk merancang jig dan fixture yang tepat akan kembali kepada Anda berkali-kali lipat dalam bentuk konsistensi kualitas, kecepatan produksi, dan ketenangan pikiran di lantai pabrik.
Karena pada akhirnya, manufaktur yang efisien bukanlah tentang seberapa cepat mesin berputar. Tapi tentang seberapa sedikit waktu yang terbuang pada hal-hal yang seharusnya bisa diprediksi dan distandardisasi.
Dan itulah tepat yang jig dan fixture berikan kepada Anda.
FAQ: Jig dan Fixture dalam Proses Machining
Apakah usaha kecil yang hanya produksi dalam jumlah sedikit perlu jig atau fixture?
Sangat perlu, meskipun skalanya kecil. Bahkan untuk 10–50 part, fixture sederhana dari aluminium atau kayu lapis (untuk prototyping) sudah bisa menghemat waktu setup dan mengurangi risiko kesalahan. Hitung saja berapa kali Anda mengukur ulang posisi benda kerja — waktu itu adalah uang.
Berapa biaya rata-rata untuk membuat jig atau fixture custom?
Sangat bervariasi tergantung kompleksitas, material, dan toleransi. Fixture sederhana dari aluminium bisa mulai dari Rp 500.000 – Rp 2.000.000. Jig kompleks dengan banyak bushing dan mekanisme clamping bisa mencapai Rp 10–50 juta atau lebih. Namun investasi ini biasanya kembali (payback) dalam hitungan bulan dari penghematan waktu dan pengurangan reject.
Berapa lama umur pakai jig atau fixture?
Untuk material baja yang dihardening dan dirawat dengan baik, umur pakai bisa mencapai 100.000–500.000 siklus atau lebih. Fixture aluminium umumnya lebih pendek umurnya — sekitar 10.000–50.000 siklus tergantung material benda kerja dan gaya potong.
Bisakah jig atau fixture digunakan untuk lebih dari satu jenis komponen?
Bisa, jika dirancang sebagai modular fixture. Namun untuk fixture dedicated (khusus satu komponen), biasanya tidak. Trade-off-nya: dedicated fixture lebih murah dan lebih presisi, modular fixture lebih fleksibel tapi lebih mahal di awal.
Apa alternatif jika tidak punya budget untuk membuat fixture custom?
Gunakan ragum (vise) standar dengan soft jaw yang bisa dimachining ulang sesuai bentuk benda kerja. Soft jaw dari aluminium murah dan bisa dikerjakan ulang berkali-kali. Ini adalah solusi populer untuk produksi volume rendah hingga menengah.
Apakah jig dan fixture masih relevan di era mesin CNC multi-axis?
Semakin relevan. Mesin CNC 5-axis sekalipun tetap membutuhkan benda kerja yang dicekam dengan benar. Perbedaannya: di mesin canggih, fixture justru harus lebih presisi karena mesin mampu memanfaatkan akurasi fixture secara maksimal. Fixture yang buruk akan menjadi “bottleneck” performa mesin mahal Anda.
Ada pertanyaan lebih lanjut tentang proyek jig atau fixture yang sedang Anda rencanakan? Tim teknis kami siap membantu. Hubungi kami melalui WhatsApp di +62 811-1282-991 atau email ke dhirajkelly@gmail.com. Konsultasi awal tidak dikenakan biaya.