“Presisi tanpa tujuan hanyalah pemborosan. Toleransi yang tepat adalah keseimbangan antara apa yang ideal dan apa yang benar-benar diperlukan di lapangan.”
Anda baru saja menerima gambar teknis dari klien.
Di sudut kanan bawah, tertulis: TOLERANSI UMUM ±0.02 mm.
Pertanyaan pertama yang muncul di benak tim produksi Anda: “Apakah semua fitur benar-benar perlu sekencang ini?”
Kami paham betul dilema ini.
Setiap hari, kami berhadapan dengan pertanyaan serupa dari para engineer dan pembeli di industri otomotif, FMCG, hingga elektronik. Mereka ingin presisi tinggi, tapi juga khawatir biaya membengkak dan waktu pengerjaan molor.
Itulah mengapa kami menulis artikel ini.
Publikasi ilmiah terbaru dari Springer menunjukkan bahwa mencapai toleransi machining di kisaran ±0.02 mm membutuhkan lebih dari sekadar mesin CNC yang bagus. Faktor lingkungan, toolpath, hingga strategi pemakanan terbukti memiliki pengaruh signifikan terhadap keberhasilan produksi komponen presisi. Sementara itu, pameran teknologi Fabtech 2025 mengindikasikan bahwa masa depan manufaktur akan semakin mengandalkan sistem pengukuran in-process dan umpan balik real-time untuk menjaga konsistensi di level toleransi ini.
Mengapa kami mengangkat tema toleransi machining komponen presisi ini? Karena masih banyak mitos di kalangan industri yang menganggap “makin ketat makin baik” tanpa memahami konsekuensi biaya dan waktu. Kami melihat langsung bagaimana klien di Karawang membayar mahal untuk toleransi super ketat di titik yang tidak kritis — sementara di area fungsional yang justru penting, toleransi malah terlalu longgar. Artikel ini hadir untuk membantu Anda membedakan keduanya.

1. Memahami Toleransi Machining: Lebih dari Sekadar Angka di Gambar
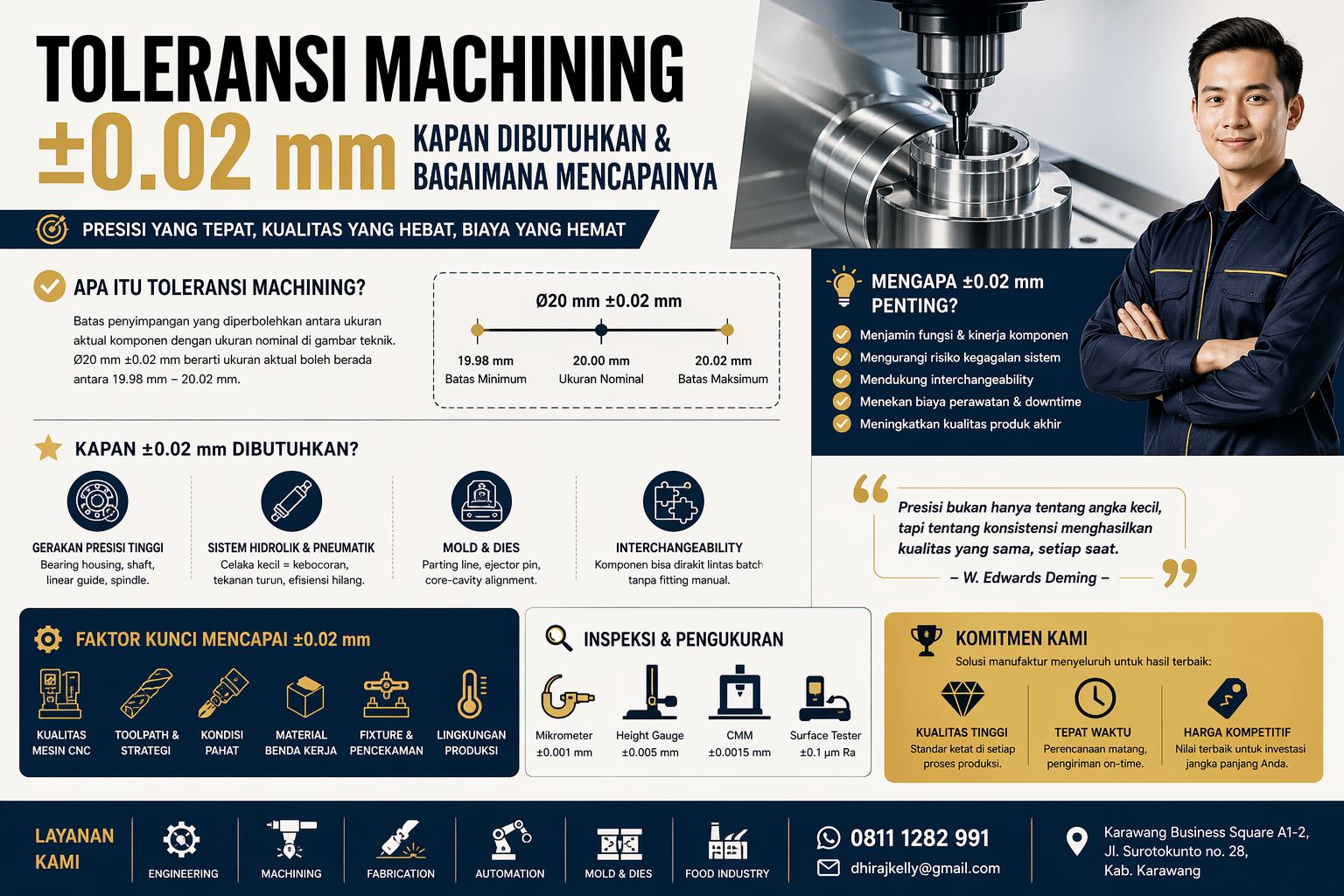
Toleransi machining adalah batas penyimpangan yang diperbolehkan antara ukuran aktual komponen hasil produksi dengan ukuran nominal di gambar teknik. Ketika Anda melihat tulisan Ø20 mm ±0.02 mm, itu berarti poros Anda boleh berdiameter antara 19.98 mm hingga 20.02 mm. Di luar rentang itu, komponen dinyatakan reject.
Namun, angka ini tidak muncul begitu saja.
Penentuan toleransi idealnya didasarkan pada tiga hal: fungsi komponen, kemampuan proses produksi, dan biaya yang bersedia dikeluarkan. Mengabaikan salah satu dari ketiganya akan berakibat fatal — baik pada performa produk akhir maupun pada kesehatan keuangan proyek Anda.
1.1 Mengapa ±0.02 mm Dianggap “Standar Emas” Machining Presisi?
Di industri manufaktur modern, angka ±0.02 mm menempati posisi strategis. Ia cukup ketat untuk menjamin fungsi sebagian besar komponen mekanis presisi — seperti housing bearing, poros transmisi, atau pin locating — namun masih terjangkau oleh teknologi CNC konvensional dengan setup yang tepat.
Angka ini juga menjadi batas psikologis. Di bawah ±0.02 mm, biaya produksi cenderung melonjak drastis karena Anda mulai memasuki wilayah yang membutuhkan grinding, honing, atau bahkan mesin khusus dengan pengendalian suhu ruangan.
1.2 Toleransi Umum vs Toleransi Khusus: Mana yang Perlu Anda Perhatikan?
Banyak engineer terjebak dalam perangkap “general tolerance”. Mereka mencantumkan ±0.02 mm di blok keterangan gambar untuk semua fitur, padahal hanya 20% dari fitur tersebut yang benar-benar membutuhkan presisi setinggi itu.
| Jenis Fitur | Rekomendasi Toleransi | Alasan |
|---|---|---|
| Permukaan mating (bearing, shaft) | ±0.01 – 0.02 mm | Kontak presisi diperlukan |
| Lubang clearance untuk baut | ±0.1 – 0.5 mm | Cukup longgar untuk perakitan |
| Panjang keseluruhan part | ±0.05 – 0.1 mm | Dipengaruhi banyak variabel proses |
| Posisi lubang (true position) | ±0.02 – 0.05 mm | Tergantung pada fixture |
| Permukaan non-fungsional | ±0.1 mm atau lebih | Tidak mempengaruhi kinerja |
Pelajaran pentingnya: jangan memboroskan uang untuk presisi yang tidak dibutuhkan.
2. Kapan Toleransi ±0.02 mm Benar-benar Diperlukan?
Tidak semua komponen butuh ketelitian ekstrem. Berdasarkan pengalaman kami menangani puluhan proyek machining untuk berbagai sektor industri, berikut adalah kondisi di mana toleransi ±0.02 mm menjadi keharusan:
2.1 Aplikasi dengan Gerakan Presisi Tinggi
Komponen yang terlibat dalam gerakan linear atau rotasi presisi — seperti linear guide, ballscrew mounting, atau spindle housing — membutuhkan toleransi ketat untuk menjaga akurasi positioning dan mengurangi getaran.
Jika poros dan bearing tidak memiliki kecocokan yang presisi (misalnya clearance terlalu besar), umur bearing akan berkurang drastis dan akurasi mesin menurun dalam hitungan bulan, bukan tahun.
2.2 Sistem Hidrolik dan Pneumatik
Dalam sistem fluida, celah antara piston dan silinder menentukan efisiensi volumetrik. Celah terlalu besar menyebabkan kebocoran internal dan tekanan turun. Celah terlalu kecil berisiko terjadi seizing saat suhu operasi naik.
Toleransi ±0.02 mm pada komponen seperti spool valve atau piston hidrolik sering kali menjadi titik kritis yang menentukan apakah sistem bekerja optimal atau justru boros energi.
2.3 Mold dan Dies untuk Produksi Massal
Industri plastik dan stamping logam sangat bergantung pada kualitas mold. Toleransi ±0.02 mm pada parting line, ejector pin hole, atau core-cavity alignment menentukan apakah produk cetakan memiliki flash (kelebihan material) atau tidak.
Dalam produksi jutaan unit, perbedaan 0.01 mm pada mold bisa berarti selisih persentase reject yang sangat signifikan secara ekonomi. Di sinilah pembuatan mold dies yang presisi menjadi investasi, bukan sekadar biaya.
2.4 Komponen dengan Interchangeability Tinggi
Jika Anda memproduksi komponen yang harus bisa dirakit dengan part dari batch lain atau bahkan dari pemasok berbeda — tanpa proses fitting manual — maka toleransi ketat adalah satu-satunya jalan.
Industri otomotif dan elektronik konsumen adalah contoh sempurna. Satu komponen injakan rem harus pas di semua mobil model tertentu, tanpa perlu filing atau shimming satu per satu.
3. Faktor-faktor yang Mempengaruhi Keberhasilan Mencapai Toleransi ±0.02 mm
Mencapai toleransi machining komponen presisi tidak semudah menekan tombol “start” di mesin CNC. Ada setidaknya enam variabel yang harus Anda kendalikan.
3.1 Kualitas Mesin CNC
Mesin perkakas memiliki akurasi geometrik dan kemampuan pengulangan (repeatability) yang berbeda-beda. Mesin kelas industri umumnya memiliki spesifikasi posisi ulang ±0.003 mm, tetapi angka ini hanya berlaku dalam kondisi ideal.
Faktor seperti umur mesin, kekakuan spindel, dan kondisi ballscrew sangat mempengaruhi apakah mesin mampu mempertahankan toleransi ±0.02 mm secara konsisten sepanjang shift produksi.
Kami di PT Satya Abadi Raya menggunakan CNC machining presisi dengan kalibrasi rutin untuk memastikan setiap komponen yang keluar dari mesin berada dalam batas toleransi yang disyaratkan.
3.2 Toolpath dan Strategi Pemakanan
Cara Anda memprogram mesin sama pentingnya dengan mesin itu sendiri.
Pemakanan yang terlalu agresif menyebabkan defleksi pahat dan benda kerja. Toolpath yang tidak optimal menciptakan getaran (chatter) yang merusak permukaan dan akurasi dimensi.
Untuk toleransi ±0.02 mm, strategi roughing dan finishing harus dipisah dengan jelas. Finishing pass dengan kedalaman pemakanan kecil (0.1 – 0.3 mm) dan kecepatan spindle tinggi adalah resep standar yang terbukti bekerja.
3.3 Kualitas dan Kondisi Pahat Potong
Pahat yang tumpul tidak akan pernah menghasilkan komponen presisi. Bahkan pahat baru dari pabrikan ternama pun memiliki toleransi diameter sendiri — biasanya ±0.005 hingga ±0.01 mm untuk pahat solid karbida.
Untuk pekerjaan presisi tinggi, kami merekomendasikan pengukuran diameter pahat secara individual di luar mesin (menggunakan tool presetter) sebelum digunakan, serta penggantian pahat pada interval yang lebih pendek dari rekomendasi pabrikan.
3.4 Material Benda Kerja
Material bereaksi terhadap panas yang dihasilkan selama proses pemotongan. Aluminium memuai hampir dua kali lipat dibandingkan baja untuk kenaikan suhu yang sama.
Jika Anda mengukur komponen aluminium langsung setelah machining saat masih panas, ukurannya bisa berbeda 0.02–0.05 mm dibandingkan setelah dingin pada suhu ruangan. Ini adalah jebakan klasik yang menyebabkan komponen “lolos QC” tapi gagal di perakitan.
3.5 Sistem Pencekaman dan Fixture
Benda kerja yang tidak dicekam dengan kokoh akan bergerak saat dipotong — dan gerakan sekecil apapun langsung terlihat pada hasil akhir.
Untuk toleransi ±0.02 mm, sistem pencekaman harus mempertimbangkan arah gaya potong, urutan pemotongan, dan bahkan posisi baut penjepit. Fixture yang dirancang khusus (custom jig) seringkali bukan pilihan, melainkan keharusan.
3.6 Lingkungan Produksi
Ini faktor yang paling sering diremehkan.
Perubahan suhu ruangan sebesar 5°C dapat mengubah dimensi komponen baja sepanjang 300 mm sebesar 0.018 mm — hampir menyentuh batas toleransi Anda.
Ruang machining yang ideal untuk pekerjaan presisi harus memiliki kontrol suhu (biasanya 20°C ±1°C) dan fondasi mesin yang terisolasi dari getaran eksternal. Tidak heran jika bengkel-bengkel presisi tinggi di Jepang dan Jerman mengkondisikan ruang produksi mereka seperti laboratorium.
4. Perbandingan Metode Produksi untuk Berbagai Tingkat Toleransi
Tidak semua metode machining diciptakan sama. Berikut adalah peta jalan kasar tentang teknologi apa yang Anda butuhkan untuk mencapai tingkat toleransi tertentu:
| Tingkat Toleransi | Metode Umum | Biaya Relatif | Lead Time | Aplikasi Tipikal |
|---|---|---|---|---|
| ±0.1 mm | CNC standar, manual milling | 1x | Cepat | Komponen non-kritis, clearance |
| ±0.05 mm | CNC dengan toolpath optimal | 1.5x | Normal | Sebagian besar komponen umum |
| ±0.02 mm | CNC presisi + fixture khusus + kontrol lingkungan | 2–3x | Lebih panjang | Bearing housing, mold, pin locating |
| ±0.01 mm | Grinding, honing, atau CNC kelas atas | 5–10x | Panjang | Gauge, komponen instrumen |
| ±0.005 mm | Lapping, polishing, atau mesin khusus | 20x+ | Sangat panjang | Kalibrasi, optical mount |
Tabel di atas menjelaskan mengapa kami selalu mendorong klien untuk jujur pada diri sendiri: apakah toleransi ±0.02 mm benar-benar dibutuhkan di seluruh fitur, atau hanya di beberapa titik kritis?
5. Tantangan Umum di Lapangan dan Cara Mengatasinya
Setelah puluhan proyek dengan berbagai tingkat kesulitan, kami mengidentifikasi beberapa masalah paling umum saat mengejar toleransi ketat.
5.1 Chatter (Getaran) yang Merusak Permukaan
Gejala: Bekas bergelombang pada permukaan komponen, suara mesin tidak stabil, umur pahat pendek.
Solusi: Periksa kekakuan setup (benda kerja + pahat + mesin). Kurangi overhang pahat. Gunakan toolpath trochoidal untuk mengurangi beban radial. Sesuaikan spindle speed untuk menghindari frekuensi resonansi sistem.
5.2 Perubahan Dimensi Antara Mesin dan QC
Gejala: Komponen lulus inspeksi di mesin (masih hangat) tapi gagal di ruang QC (sudah dingin).
Solusi: Biarkan komponen “normalisasi” pada suhu ruangan selama minimal 2–4 jam sebelum pengukuran final. Atau, jika proses memungkinkan, lakukan finishing pass setelah komponen benar-benar dingin.
5.3 Ketidakstabilan Posisi dari Satu Part ke Part Berikutnya
Gejala: Part pertama bagus, part ke-10 mulai menyimpang, part ke-20 semakin parah.
Solusi: Ini biasanya disebabkan oleh pahat aus atau akumulasi panas pada spindel. Implementasikan tool life management (penggantian pahat berdasarkan waktu atau jumlah part). Pastikan sistem pendingin (coolant) bekerja optimal dan mengenai zona pemotongan.
Sebagai perusahaan yang juga bergerak di bidang rekayasa fabrikasi industri, kami memahami bahwa konsistensi proses adalah kunci utama. Satu kegagalan kecil dalam sistem pendingin atau satu pahat yang melebihi umur pakainya sudah cukup untuk mengirim seluruh batch ke area reject.
6. Inspeksi dan Pengukuran: Memastikan Klaim Presisi Bukan Sekadar Omong Kosong
Anda bisa mengklaim mampu mencapai toleransi ±0.02 mm. Tapi tanpa sistem pengukuran yang valid dan terkalibrasi, klaim tersebut tidak ada artinya.
6.1 Peralatan yang Dibutuhkan
| Tingkat Akurasi | Alat Ukur | Ketelitian |
|---|---|---|
| Inspeksi awal / kasar | Kaliper digital | ±0.02 mm (hanya untuk referensi) |
| Pengukuran presisi | Mikrometer luar/dalam | ±0.001 mm |
| Pengukuran geometri kompleks | Height gauge dengan probe | ±0.005 mm |
| Verifikasi tingkat lanjut | CMM (Coordinate Measuring Machine) | ±0.0015 mm |
| Finishing permukaan | Surface roughness tester | ±0.1 µm Ra |
Catatan penting: Alat ukur harus dikalibrasi secara berkala ke standar nasional/ internasional. Alat ukur yang tidak terkalibrasi lebih berbahaya daripada tidak mengukur sama sekali — karena memberikan rasa percaya diri palsu.
6.2 Metode Pengambilan Sampel untuk Toleransi Ketat
Untuk toleransi ±0.02 mm, inspeksi 100% seringkali tidak praktis (terlalu lambat) namun inspeksi sampling acak juga berisiko.
Pendekatan yang kami rekomendasikan:
- First Article Inspection (FAI) penuh pada 3–5 part pertama
- Inspeksi SPC (Statistical Process Control) pada fitur kritis setiap 10–20 part
- Inspeksi visual dan dimensional cepat untuk semua part
- FAI ulang setiap kali ada perubahan setup, pahat, atau material
7. Hubungan Toleransi dengan Otomasi: Mengapa Mesin Modern Membantu (Tapi Tidak Menyelesaikan Semuanya)
Ada anggapan di kalangan industri bahwa membeli mesin CNC baru dengan teknologi terkini secara otomatis menyelesaikan semua masalah toleransi.
Kenyataannya tidak sesederhana itu.
Mesin modern dengan linear scale, direct drive, dan sistem kompensasi termal memang membantu secara signifikan. Namun, mesin tetaplah mesin. Ia tidak tahu apakah pahat Anda sudah aus. Ia tidak bisa merasakan apakah coolant mengalir dengan benar. Ia tidak akan memberi tahu Anda bahwa suhu ruangan naik karena AC mati semalam.
Otomasi justru menciptakan tantangan baru: kesalahan menjadi konsisten.
Jika Anda memiliki proses yang salah (misalnya fixture yang kurang kaku) dan Anda mengotomasinya, Anda akan menghasilkan ratusan komponen reject dengan kecepatan tinggi, bukan hanya beberapa.
Di PT Satya Abadi Raya, kami mengintegrasikan otomasi industri terintegrasi secara bertahap — memastikan setiap elemen proses sudah stabil dan capable sebelum menambahkan lapisan otomasi di atasnya. Pendekatan ini terbukti lebih efektif dibandingkan “beli robot dulu, baru pikirkan prosesnya.”
8. Studi Kasus Riil: Ketika Toleransi ±0.02 mm Menyelamatkan Proyek
Kami pernah menangani proyek dari klien di industri otomotif. Mereka membutuhkan poros berulir dengan toleransi diameter ±0.015 mm pada area bearing seat. Material S45C, panjang total 250 mm.
Tantangan:
- Poros memiliki rasio panjang-diameter yang tinggi (slender shaft)
- Material mudah terdefleksi saat pemotongan
- Klien menginginkan harga kompetitif dengan lead time 3 minggu
Pendekatan kami:
- Mendesain custom steady rest (penyangga tambahan) untuk mengurangi defleksi
- Memisahkan proses menjadi rough turning (tinggal 0.2 mm) dan finish turning dengan pemakanan sangat ringan
- Mengukur komponen setelah 30 menit “normalisasi” di ruang QC bersuhu 20°C
- Melakukan 100% inspeksi pada fitur kritis menggunakan mikrometer digital terkalibrasi
Hasil:
- 100% komponen lolos batas toleransi
- Lead time terpenuhi (bahkan 2 hari lebih cepat)
- Klien menghemat 40% dibandingkan harga dari pemasok sebelumnya yang menggunakan grinding
Kasus ini membuktikan bahwa dengan pendekatan sistematis — bukan sekadar mesin mahal — toleransi ketat dapat dicapai tanpa menghancurkan anggaran.
9. Rekomendasi Praktis untuk Tim Engineering dan Pembeli
Berdasarkan pengalaman bertahun-tahun, berikut adalah panduan praktis yang dapat langsung Anda terapkan:
Untuk Tim Desain / Engineering:
- Tandai fitur kritis di gambar dengan simbol khusus (misalnya ⚡ atau ★) sehingga tim produksi tahu mana yang benar-benar penting.
- Jangan mencantumkan toleransi umum yang terlalu ketat jika tidak diperlukan. Gunakan standar ISO 2768 atau yang setara dengan jujur.
- Diskusikan dengan tim produksi sebelum finalisasi gambar. Mereka tahu mana yang sulit dan mana yang mudah dikerjakan.
- Pertimbangkan GD&T (Geometric Dimensioning and Tolerancing) yang tepat. Seringkali true position lebih informatif daripada toleransi linear.
Untuk Tim Pembeli / Procurement:
- Tanyakan ke pemasok tentang kapabilitas pengukuran mereka, bukan hanya kapabilitas mesin. Alat ukur yang buruk = hasil yang buruk.
- Minta laporan First Article Inspection (FAI) untuk batch pertama. Ini adalah bukti nyata bahwa pemasok mampu mencapai toleransi yang dijanjikan.
- Jangan hanya membandingkan harga. Pemasok dengan harga 20% lebih murah tapi reject rate 10% lebih tinggi tidak akan menghemat uang Anda dalam jangka panjang.
- Bangun hubungan jangka panjang dengan pemasok yang terbukti konsisten. Pergantian pemasok seringkali memperkenalkan variabilitas baru yang tidak Anda inginkan.
10. Mengapa Memilih Mitra yang Tepat Sama Pentingnya dengan Memilih Toleransi yang Tepat
Pada akhirnya, toleransi ±0.02 mm hanyalah angka di atas kertas.
Yang mengubah angka itu menjadi komponen nyata yang berfungsi sempurna di produk Anda adalah manusia dan sistem di balik mesin.
Kami, PT Satya Abadi Raya, hadir sebagai mitra manufaktur yang memahami bahwa presisi bukanlah tujuan akhir — melainkan alat untuk mencapai tujuan bisnis Anda: produk berkualitas, biaya terkendali, dan pengiriman tepat waktu.
Kami terdaftar di Direktorat Jenderal Administrasi Hukum Umum Kementerian Hukum Republik Indonesia melalui AHU. Di Karawang secara khusus, atau di mana pun Anda berada di Jawa Barat — tim kami akan dengan senang hati mengunjungi dan berdiskusi tentang kebutuhan machining, fabrikasi, otomasi, atau solusi industri makanan Anda.
Tidak ada kewajiban. Tidak ada tekanan. Hanya diskusi teknis jujur dari satu profesional ke profesional lainnya.
“Presisi bukanlah tentang seberapa kecil angka di belakang koma. Presisi adalah tentang konsistensi — kemampuan untuk melakukan hal yang benar, berulang kali, dengan cara yang sama.”
— W. Edwards Deming, ahli manajemen kualitas asal Amerika yang karyanya merevolusi industri manufaktur Jepang pasca Perang Dunia II (sumber Wikipedia)
Demikianlah artikel kami tentang toleransi machining komponen presisi di kisaran ±0.02 mm.
Sebagai penutup, kami ingin mengingatkan satu hal yang sering terlupa di tengah hiruk-pikuk tekanan produksi dan target pengiriman:
Toleransi terbaik di dunia tidak akan menyelamatkan proyek yang dimulai dengan asumsi yang salah.
Luangkan waktu di awal untuk bertanya: “Apakah saya benar-benar membutuhkan toleransi ini? Di fitur mana saja? Dan apakah saya siap membayar harga yang diperlukan untuk mencapainya?”
Karena di ujung hari, yang Anda butuhkan bukanlah komponen dengan angka toleransi terkecil. Anda membutuhkan komponen yang bekerja, tepat waktu, dan sesuai anggaran.
Itulah nilai yang kami tawarkan.
Bukan sekadar machining. Bukan sekadar fabrikasi. Tapi solusi manufaktur menyeluruh yang menyeimbangkan kualitas, biaya, dan waktu pengiriman — sesuai dengan kebutuhan spesifik Anda.
FAQ: Toleransi Machining ±0.02 mm
Apakah semua mesin CNC bisa mencapai toleransi ±0.02 mm?
Tidak. Mesin CNC kelas entry-level atau yang sudah berusia di atas 10-15 tahun biasanya sulit mempertahankan toleransi ini secara konsisten, terutama pada komponen dengan geometri kompleks atau material keras. Selalu verifikasi kapabilitas mesin pemasok Anda.
Berapa biaya tambahan untuk toleransi ±0.02 mm dibandingkan ±0.1 mm?
Berdasarkan pengalaman kami, biaya bisa meningkat 2–3 kali lipat. Peningkatan ini berasal dari waktu machining yang lebih lama (finishing pass lambat), kebutuhan fixture khusus, inspeksi yang lebih ketat, dan potensi scrap yang lebih tinggi.
Apakah material mempengaruhi kemampuan mencapai toleransi ini?
Sangat mempengaruhi. Material lunak seperti aluminium atau kuningan lebih mudah dikerjakan presisi dibandingkan material keras seperti stainless steel 316 atau tool steel SKD11. Material eksotis seperti titanium atau inconel membutuhkan keahlian dan peralatan khusus.
Bagaimana cara memverifikasi bahwa pemasok benar-benar mampu mencapai toleransi yang diklaim?
Minta laporan First Article Inspection (FAI) dari batch produksi aktual mereka, bukan dari sample yang dibuat khusus untuk tujuan demonstrasi. Kunjungi fasilitas mereka dan lihat sendiri proses pengukuran yang dilakukan.
Apa alternatif jika toleransi ±0.02 mm terlalu mahal?
Pertimbangkan desain ulang. Mungkin Anda bisa menggunakan komponen yang dapat di-adjust (misalnya menggunakan shim atau eccentric bushing) sehingga komponen individual tidak perlu sepresisi itu. Atau, gunakan metode assembly selective fitting — mengelompokkan komponen berdasarkan ukuran aktualnya saat perakitan.
Berapa lama waktu yang dibutuhkan untuk memproduksi komponen dengan toleransi ±0.02 mm?
Lead time bisa 2–3 kali lebih panjang dibandingkan komponen dengan toleransi ±0.1 mm. Faktor utamanya adalah waktu setup yang lebih lama, proses finishing yang lambat, dan waktu normalisasi serta inspeksi yang tidak bisa ditekan.